流延成型技術(shù)研究
大多數(shù)聚酰亞胺(PI)因加熱無(wú)法熔融且不溶于有機(jī)溶劑,通常采用兩步工藝來(lái)制造高質(zhì)量的PI薄膜。首先���,將聚酰胺酸(PAA)溶液流延在基底上����,在較低溫度下蒸發(fā)掉部分溶劑����;之后升高溫度經(jīng)化學(xué)或熱亞胺化法將PAA轉(zhuǎn)化為PI。
在流延成型過(guò)程中由于PAA樹(shù)脂黏度較高����、擠出壓力不穩(wěn)定、計(jì)量泵脈沖波動(dòng)較大等因素����,導(dǎo)致其橫向厚度均勻性和膜卷外觀平整性差。
對(duì)現(xiàn)有薄膜流延成型工藝進(jìn)行改進(jìn)�,可通過(guò)在成型過(guò)程中增加正負(fù)風(fēng)壓處理、靜電處理�����、模頭角度調(diào)節(jié)處理等措施,來(lái)制備高性能PI薄膜��。
正負(fù)壓式
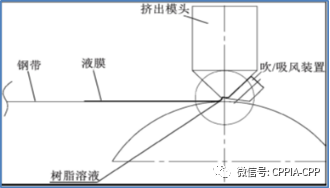
設(shè)計(jì)基于風(fēng)壓的PAA樹(shù)脂溶液貼附唇壁的擠出流延工藝改進(jìn)方法����,在擠出模頭后方和前方設(shè)置可以施加正壓或負(fù)壓的吹風(fēng)、吸風(fēng)裝置����。PAA樹(shù)脂流延開(kāi)始時(shí),在模頭唇口溶液流出處施加正壓或負(fù)壓�����,使擠出溶液貼附于擠出模頭底端的上唇壁或下唇壁����,之后再下落流延到鋼帶上,以改進(jìn)PAA薄膜的厚度均勻性和表面平滑性�����。
實(shí)驗(yàn)表明��,施加風(fēng)壓為0.01~0.1MPa或-0.1~-0.02 MPa�,在樹(shù)脂溶液流出模頭唇口間隙處施加正壓或負(fù)壓15~60min后,關(guān)閉吹吸風(fēng)裝置����,經(jīng)唇口間隙擠出的樹(shù)脂溶液在其表面張力、自身重力和擠出離模膨脹效應(yīng)的綜合作用下��,仍可貼附于上唇壁或下唇壁再流延到鋼帶上����,成型為PAA樹(shù)脂液膜。
正負(fù)壓作用于流出唇口間隙的樹(shù)脂溶液時(shí)�����,可使之貼附于模頭底端唇壁并在表面張力作用下產(chǎn)生界面效應(yīng)��,并且保持貼附模頭唇壁時(shí)產(chǎn)生的界面變化�����,確保流延到鋼帶上成型的PAA液膜表面光滑����,并且厚度一致。
2. 靜電式
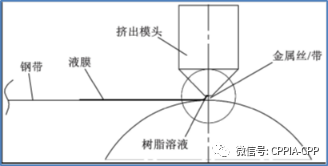
設(shè)計(jì)基于靜電的PAA樹(shù)脂溶液貼附唇壁的擠出流延方法�����,在模頭唇口間隙下開(kāi)口前方和后方設(shè)置靜電吸附裝置,其中����,靜電吸附裝置為由金屬絲或金屬帶構(gòu)成的平行于模頭唇口的絲狀或帶狀電極,且擠出模頭的唇模條和模頭主體之間增加絕緣隔板��,模頭和唇模條接地��。
PAA樹(shù)脂流延開(kāi)始時(shí)�����,在模頭唇口溶液流出處施加靜電場(chǎng)���,使擠出溶液在靜電力作用下貼附于擠出模頭底端的上唇壁或下唇壁��,之后再流延到鋼帶上��,以改進(jìn)PAA薄膜的厚度均勻性和表面平滑性�。流涎開(kāi)始前在擠出模頭底端和與靜電吸附裝置同側(cè)的唇壁上涂布PAA樹(shù)脂溶液����,以避免電擊現(xiàn)象����。
為了使PAA樹(shù)脂溶液同時(shí)貼附于上�、下唇壁�����,在唇口間隙下開(kāi)口的前方和后方均設(shè)置靜電吸附裝置金屬絲或金屬帶���,開(kāi)始流延時(shí)一側(cè)的靜電吸附裝置通6~15kV的直流高壓電�����,通電時(shí)間為15~60min�,使PAA樹(shù)脂所受到的靜電吸附作用力為1~32N�。
當(dāng)觀察到樹(shù)脂溶液已貼附于該側(cè)唇壁,該側(cè)的靜電吸附裝置斷電��,另一側(cè)的靜電吸附裝置立即通電�����,使樹(shù)脂溶液再貼附于另一側(cè)唇壁��,此時(shí)樹(shù)脂溶液在其表面張力作用下仍在先貼附的那一側(cè)唇壁上有少量貼附,在雙側(cè)靜電吸附裝置均停止通電后�,經(jīng)唇口間隙擠出的樹(shù)脂溶液在其表面張力、自身重力和擠出離模膨脹效應(yīng)的綜合作用下���,離開(kāi)唇口間隙后仍向兩側(cè)的上�����、下唇壁擴(kuò)張��,樹(shù)脂溶液同時(shí)貼附上�、下唇壁后在唇口間隙下方匯合流延至鋼帶��。
靜電作用于流出唇口間隙的樹(shù)脂溶液�,使之貼附于模頭底端唇壁,樹(shù)脂溶液在與唇壁結(jié)合過(guò)程中�����,在表面張力作用下產(chǎn)生界面效應(yīng)�,并且保持貼附模頭唇壁時(shí)產(chǎn)生的界面變化,確保流延到鋼帶上成型的PAA液膜表面光滑�,并且厚度均勻一致。
3. 角度調(diào)節(jié)式
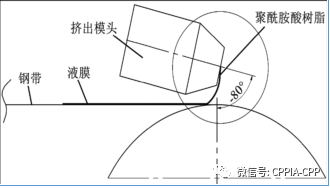
設(shè)計(jì)基于模頭角度調(diào)節(jié)的PAA樹(shù)脂溶液貼附唇壁的擠出流延工藝改進(jìn)方法,在PAA樹(shù)脂溶液流延開(kāi)始時(shí)���,改變模頭角度��,使模頭角度遠(yuǎn)大于或遠(yuǎn)小于設(shè)定模頭角度����,再逐步恢復(fù)到設(shè)定值�����。當(dāng)模頭角度與設(shè)定值相差較大時(shí)����,從唇口間隙擠出的樹(shù)脂溶液流到處于唇口間隙下方的唇壁上貼附���,之后再下落流涎到鋼帶上�,以改進(jìn)PAA薄膜的厚度均勻性和表面平滑性�����。
為了達(dá)到更好的貼附效果��,模頭角度調(diào)節(jié)式擠出流延工藝改進(jìn)方法在流延開(kāi)始時(shí)����,設(shè)置初始模頭擠出速率大于設(shè)定模頭擠出速率Q����,逐步減小模頭擠出速率���,直到達(dá)到設(shè)定模頭擠出速率Q���。
開(kāi)始流涎時(shí),設(shè)置模頭的初始擠出速率為1.2Q~3.5Q��;在8~30min內(nèi)分3~5次逐漸減小模頭擠出速率����,直至達(dá)到設(shè)定模頭擠出速率Q。每一次減少模頭擠出速率后保持該模頭擠出速率2~10min��。模頭擠出速率調(diào)節(jié)完成后�,模頭角度的調(diào)節(jié)也將完成。同時(shí)�����,該成型方法在流延開(kāi)始時(shí)選擇初始唇口間隙小于設(shè)定唇口間隙δ,逐步增大唇口間隙�����,直至達(dá)到設(shè)定唇口間隙δ��。
開(kāi)始流涎時(shí)����,設(shè)置初始唇口間隙為0.10δ~0.125δ,在8~30min 內(nèi)分3~5次逐步增大唇口間隙����,直至達(dá)到設(shè)定唇口間隙δ��。每一次增大唇口間隙后�,保持該唇口間隙2~10min。模頭唇口間隙的調(diào)節(jié)與模頭擠出速率的調(diào)節(jié)同步進(jìn)行��。
基于模頭角度的改變���,再加上擠出速率����、唇口間隙的調(diào)節(jié)作用,流出唇口間隙的樹(shù)脂溶液貼附于模頭底端唇壁����,樹(shù)脂溶液在與唇壁結(jié)合過(guò)程中,在表面張力作用下產(chǎn)生界面效應(yīng)����,并且保持貼附模頭唇壁時(shí)產(chǎn)生的界面變化,確保流涎到鋼帶上成型的PAA液膜表面光滑�。同時(shí),經(jīng)過(guò)貼附唇壁的樹(shù)脂液膜內(nèi)應(yīng)力減小����,液膜表面薄弱界面層的均一性提高,可以消除黏度較高的樹(shù)脂流延成型制備的薄膜表面縱向條紋缺陷��。
采用正負(fù)壓式�����、靜電式��、模頭角度調(diào)節(jié)式3種流延工藝改進(jìn)方法改進(jìn)后的流延工藝與現(xiàn)有常規(guī)PAA樹(shù)脂流延工藝經(jīng)相同的雙向拉伸成型工藝制得相同厚度的PI薄膜�����。PAA樹(shù)脂液膜的表面經(jīng)過(guò)有效的唇壁貼附處理后在界面效應(yīng)的影響下其質(zhì)量得到了優(yōu)化。
上下表面質(zhì)量研究
用兩步法制備的PI薄膜往往呈現(xiàn)出兩個(gè)不同的表面����,其中一側(cè)是面向基板,稱(chēng)為流延面��;另一側(cè)是面向空氣���,稱(chēng)為空氣面����。復(fù)雜的工序會(huì)導(dǎo)致薄膜的兩面的性質(zhì)不同��,包括表面形態(tài)���、粗糙度、亞胺化程度等��,這可能會(huì)影響薄膜的實(shí)際應(yīng)用��。
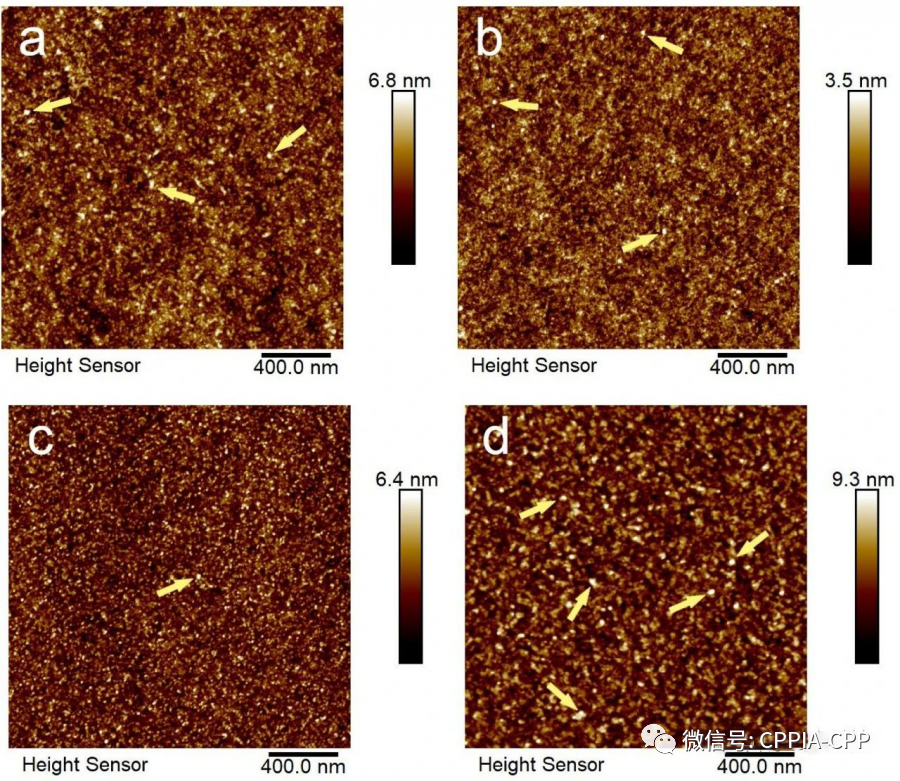
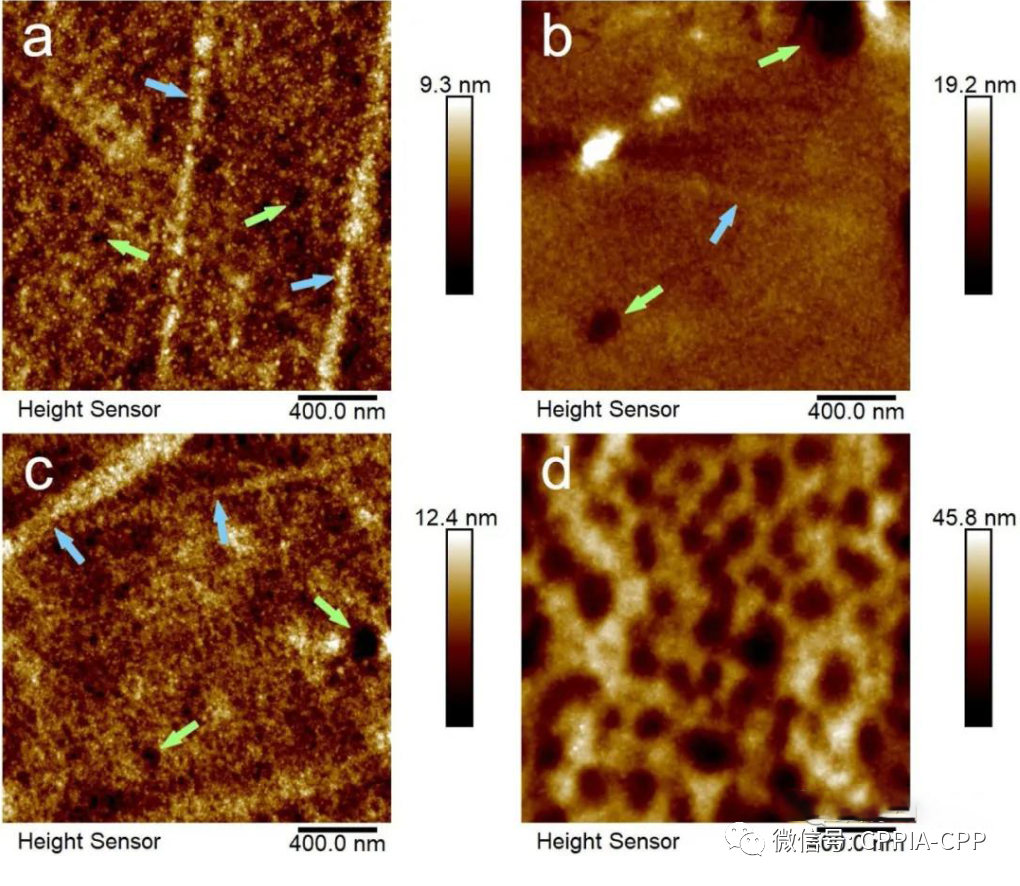
(air side of 2-mm films from Manufacturer A, B, C, D)
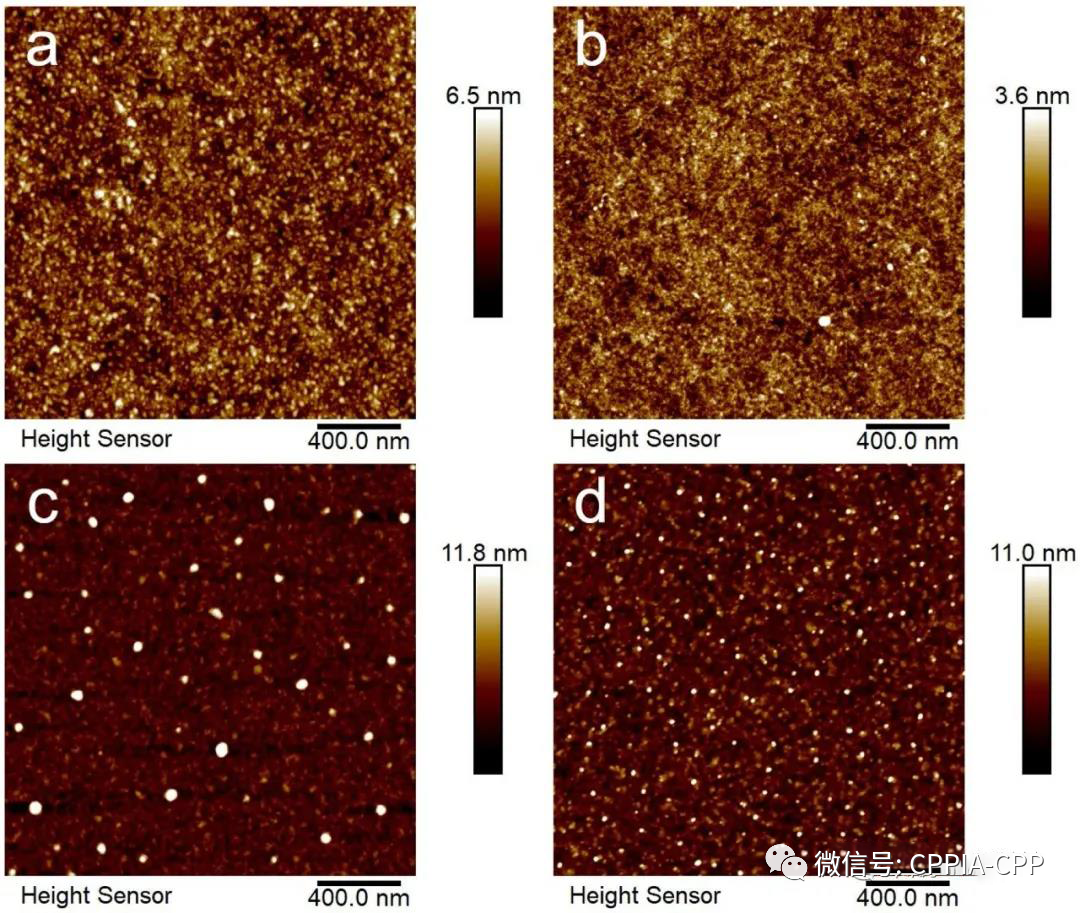
(cast side of 2-mm films from Manufacturer A, B, C, D.)
研究人員選取四家薄膜制造商生產(chǎn)的八種類(lèi)型PI薄膜(厚度分別為1mm和2mm)����,采用原子力顯微鏡(AFM)在納米尺度上分析了不同薄膜的表面形貌��、粗糙度����、模量和粘附力����,利用紅外光譜儀考察了薄膜的相對(duì)亞胺化程度,對(duì)比分析了PI薄膜兩面之間以及不同制造商薄膜之間的差異�。
air side of 1-mm films from Manufacturer A, B, C, D.)
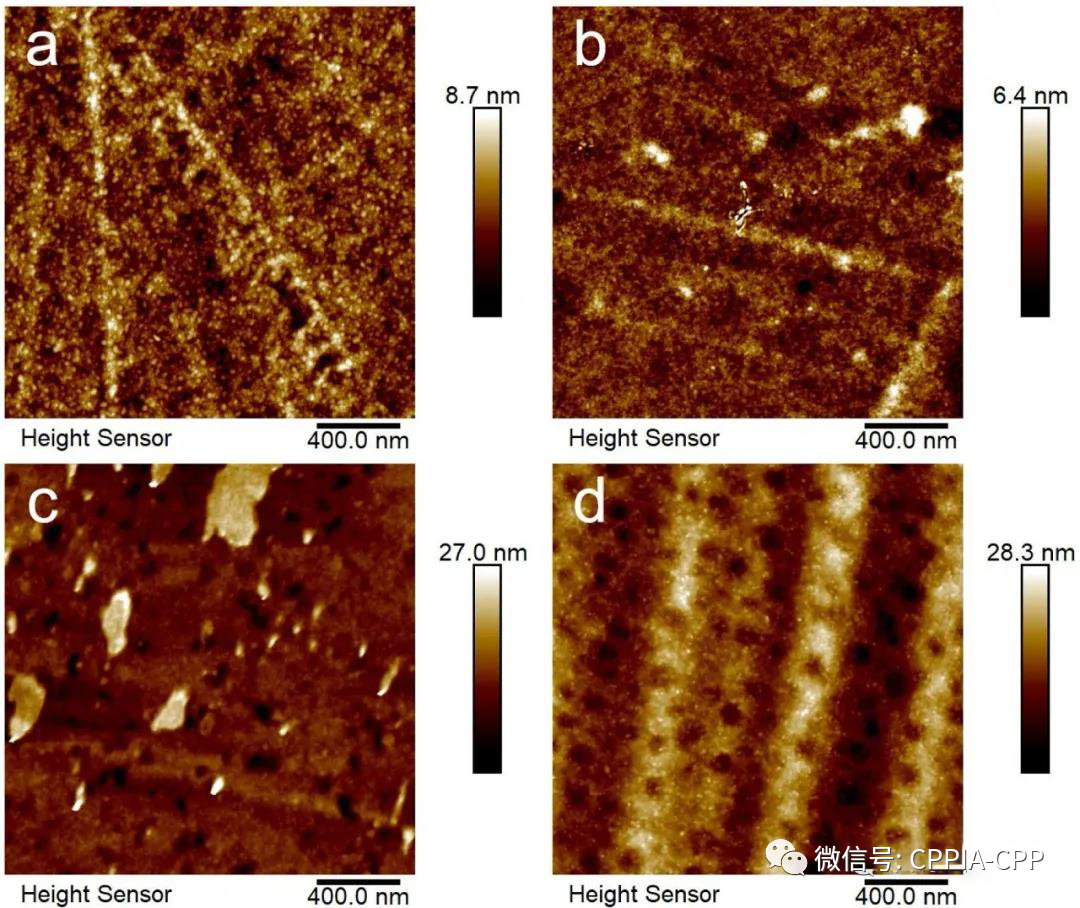
(cast side of 1-mm films from Manufacturer A, B, C, D.)
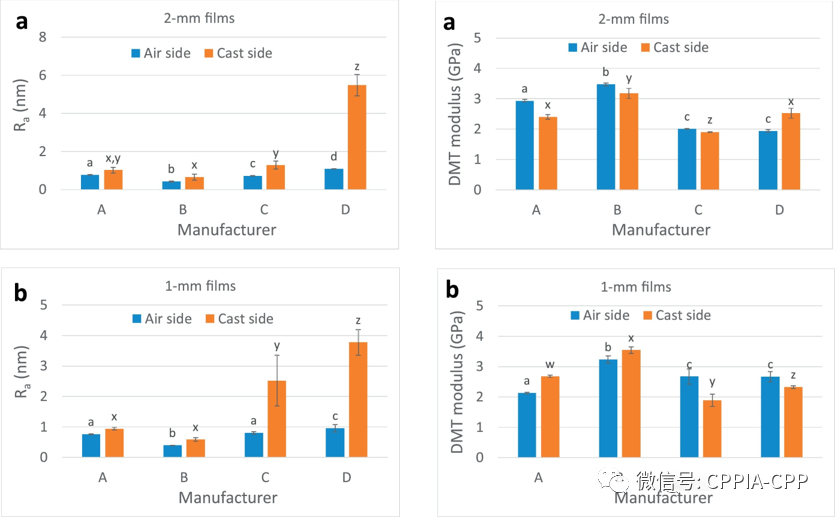
統(tǒng)計(jì)數(shù)據(jù)的t-test分析結(jié)果表明,同一PI薄膜的兩面在粗糙度���、DMT模量和相對(duì)亞胺化程度方面均存在顯著差異(p<0.05)����。所有樣品的空氣面明顯更為光滑����,其粗糙度始終小于流延面的粗糙度;對(duì)于2mm厚度薄膜���,空氣面具有較高的亞胺化程度��。
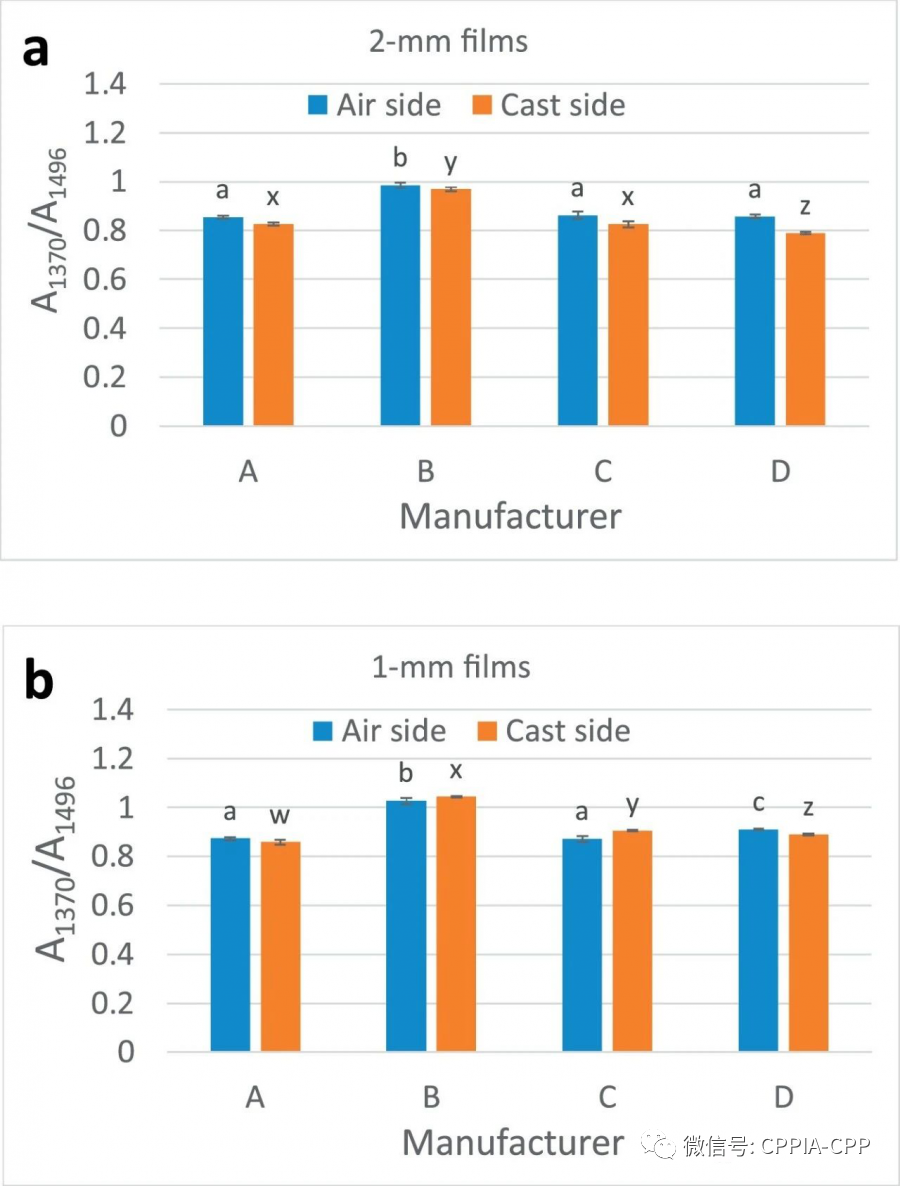
(Relative imidization degree (A1370/A1496))
研究發(fā)現(xiàn)���,相對(duì)亞胺化度與DMT模量(r=0.7330)���、附著力(r=0.6689)呈正相關(guān),而薄膜的納米結(jié)構(gòu)和納米力學(xué)性能會(huì)影響其表面質(zhì)量�����。
采用方差分析比較了不同制造商所提供PI薄膜的差異���。制造商B的薄膜具有最高DMT模量和亞胺化度�,以及最光滑的表面��。制造商D的2mm厚度薄膜�����,在其流延面發(fā)現(xiàn)了條紋狀形貌及黏連�����,這損害了薄膜在垂直于條帶方向上的強(qiáng)度����。
結(jié)果表明,不同制造商的PI薄膜在表面形貌和納米力學(xué)性能上可能有很大差異��,同一薄膜的流延面和空氣面會(huì)表現(xiàn)出不同的形態(tài)特征���。采用AFM在納米尺度上研究薄膜的形貌和力學(xué)性能�,有助于表征薄膜質(zhì)量并選擇出表面質(zhì)量更高的薄膜����。
文章出處:【中國(guó)塑協(xié)流延薄膜專(zhuān)委會(huì)】公眾號(hào),轉(zhuǎn)載至【國(guó)際薄膜與膠帶展】公眾號(hào)�����,本文章版權(quán)歸原作者及原出處所有����,內(nèi)容為作者個(gè)人觀點(diǎn), 并不代表本網(wǎng)站贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)���。如涉及侵權(quán)或?qū)Π鏅?quán)有所疑問(wèn)���,請(qǐng)郵件聯(lián)系bangguhuaxue@126.com。我們會(huì)盡快處理����,感謝�。







